Да чем угодно,я большие шайбы нарезаю штангельциркулем,вот таким,некоторые вместо заточенной иглы устанавливают лезвие маленького резака....или просто резаком по контуру...
Есть ещё куча пробойников,самый большой у меня 25мм диаметром....
"каким судом судите, таким будете судимы; и какою мерою мерите, такою и вам будут мерить …" Мф.7:1. «Любите врагов ваших, благословляйте проклинающих вас, благотворите ненавидящим вас и молитесь за обижающих вас и гонящих вас»
Сообщение отредактировал Kool - Вторник, 16.05.2017, 17:41
Сожалею, но у меня таких пробойников нет.Процарапывать тоже не вариант, так как в центре будет дырка от иглы.
Так дело хозяйское,да и дырка только с одной стороны будет. Да и как бы и процарапыванием и пробойниками можно многое сделать,да и дырок не видно
куда залить картинку "каким судом судите, таким будете судимы; и какою мерою мерите, такою и вам будут мерить …" Мф.7:1. «Любите врагов ваших, благословляйте проклинающих вас, благотворите ненавидящим вас и молитесь за обижающих вас и гонящих вас»
Сообщение отредактировал Kool - Вторник, 16.05.2017, 21:40
Ну, если уж совсем точно Кронциркуль. "Вот только этого и не хватало, нашему славному гвардейскому экипажу..." Сержант Домешек, (На войне как на войне).
интересная тема, но хочу уточнить людям подробности которые автор темы либо не знает либо забыл уточнить, данный селикон как и эпоксидный пластик имеет такое свойство как усадка, обратите внимание на это в тех листе и съем формы с масштаба 1\35 не даст вам отливку в масштабе 1\35 а уже меньше плюс к этому скопирует все косяки,это менее критично для танка и крупной отливки, но очень для фигуры и прочей мелочи ибо те кто делает мастер модели для литья пластиками и смолами всегда увеличивают их на 0.2 0.3 десятки это правило иначе на выходе не будет нужного масштаба. к сожалению некоторые наши производители забывают об этом. да после выемки тока отлитой детали из свеже сделанной формы она будет того-же размера что и мастер но как в селиконе так и в пластике все процессы закрепления длятся еще неделю и все характеристики указные производителем сняты именно тогда через неделю и усадка вылезет наружу и может утянуть уже приклеенную деталь.ну и наверное самое главное как только вы открыли компоненты они начинают портится плохо переносят влажность просто вбирают в себя, все нужно плотно закрывать это тоже сильно влияет на качество.
svinn95, На счет литьевых пластиков не скажу, с ними не работал. Имею дело с полиуретановой смолой Axson 31 и с обычным польским силиконом с платиновым катализатором. Там все получается один к одному.
Цитатаsvinn95 ()
ибо те кто делает мастер модели для литья пластиками и смолами всегда увеличивают их на 0.2 0.3 десятки это правило иначе на выходе не будет нужного масштаба.
Измерил отливку сделанную полтора года назад и мастер, 28,87мм и там и там.
Сообщение отредактировал Алекс-Одесса - Пятница, 19.05.2017, 22:32
данный селикон как и эпоксидный пластик имеет такое свойство как усадка,
у силикона нет усадки, у него другая проблема, с каждой отливкой смола подъедает форму и каждая новая деталь на несколько микрон становится больше. У приведённой здесь смолы смуш он усадка 2.5% у 305 1.5% (потому и пользую её) всей этой усадкой абсолютно можно пренебречь учитывая сказанное выше. А так же то, что на практике она в разы меньше. После 10 отливки этой разницы уже нет. А после 15-17 деталь уже идёт в плюс. Но это такие ничтожные цифры, что на конечный результат никак не влияют.
у силикона нет усадки, у него другая проблема, с каждой отливкой смола подъедает форму и каждая новая деталь на несколько микрон становится больше. У приведённой здесь смолы смуш он усадка 2.5% у 305 1.5% (потому и пользую её) всей этой усадкой абсолютно можно пренебречь учитывая сказанное выше. А так же то, что на практике она в разы меньше. После 10 отливки этой разницы уже нет. А после 15-17 деталь уже идёт в плюс. Но это такие ничтожные цифры, что на конечный результат никак не влияют.
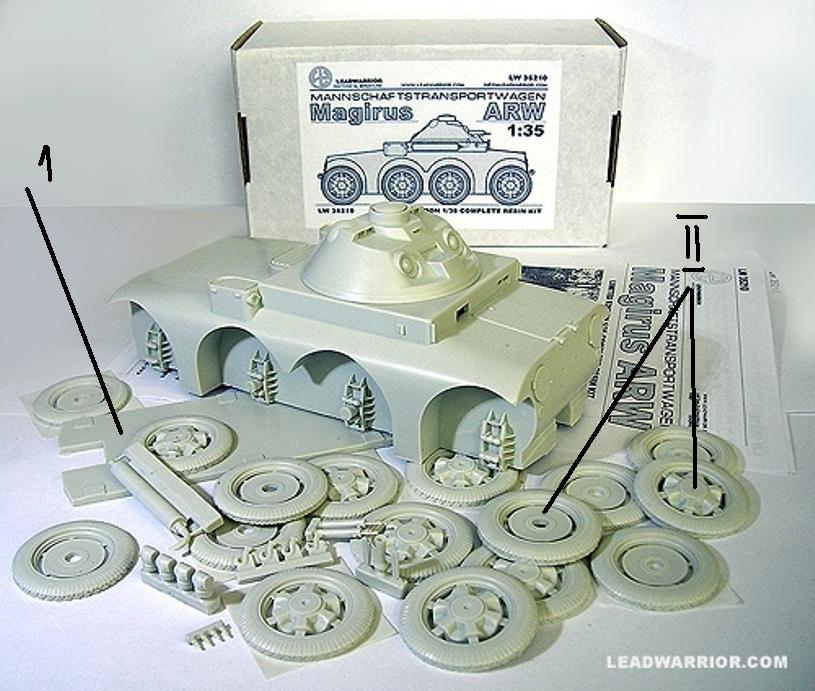
Александр, как пример-не знаю что использует Лед Варриор,какую смолу или силикон,но столкнулся с такой проблемой в своё время-колёса из двух половин,разница в диаметре ,между половинами,была до полутора миллиметров(не микрон),где больше где меньше (2).из-за этого пришлось "убивать"протектор, днище(1), больше (по длине)посадочного места на корпусе на 2-3 миллиметра....я уверен что мастер был нормальный,но подобный разброс в размерах навивает определённые мысли....
"каким судом судите, таким будете судимы; и какою мерою мерите, такою и вам будут мерить …" Мф.7:1. «Любите врагов ваших, благословляйте проклинающих вас, благотворите ненавидящим вас и молитесь за обижающих вас и гонящих вас»
Сообщение отредактировал Kool - Суббота, 20.05.2017, 09:57
толкнулся с такой проблемой в своё время-кролёса из двух половин,разница в диаметре ,между половинами,была до полутора миллиметров(не микрон),где больше где меньше (2).из-за этого пришлось "убивать"протектор, днище(1), больше (по длине)посадочного места на корпусе на 2-3 миллиметра....я уверен что мастер был нормальный,но подобный разброс в размерах навивает определённые мысли....
Ну усадка смолы была бы равномерной Тут явное "выгорание" силикона. После 40 отливки износ начинает увеличиваться в геометрической прогрессии и чем больше деталь тем сильнее это заметно. Если менять все формы сразу, то никто ничего не заметит. Но форма корпуса в силу своих завитков начинает рвать силикон явно раньше чем форма дна. А так как лениво (затратно) менять сразу всё, то меняют только одну форму. И Опппа дно уже разношенное, а корпус в стандартных размерах.
Ну усадка смолы была бы равномерной Тут явное "выгорание" силикона. После 40 отливки износ начинает увеличиваться в геометрической прогрессии и чем больше деталь тем сильнее это заметно. Если менять все формы сразу, то никто ничего не заметит. Но форма корпуса в силу своих завитков начинает рвать силикон явно раньше чем форма дна. А так как лениво (затратно) менять сразу всё, то меняют только одну форму. И Опппа дно уже разношенное, а корпус в стандартных размерах.
Получается,если следовать твоей версии(на примере колёс приведённого мной набора) то каждая последующая отливка колеса, с одной формы,увеличивается в размерах и разница в диаметре с первой и последней отливки может доходить до полутора миллиметров? "каким судом судите, таким будете судимы; и какою мерою мерите, такою и вам будут мерить …" Мф.7:1. «Любите врагов ваших, благословляйте проклинающих вас, благотворите ненавидящим вас и молитесь за обижающих вас и гонящих вас»
Сообщение отредактировал Kool - Суббота, 20.05.2017, 10:37
Имелось в виду-при большом,коммерческом производстве,видимо. Когда делаешь для себя два десятка отливок-то какая разница?Никакой не заметил.Лошади одинаковые, фигурки и детали танков тоже.Износится форма-новую сделаю,порезав туда старую.Дело на два часа.
но столкнулся с такой проблемой в своё время-колёса из двух половин,разница в диаметре ,между половинами,была до полутора миллиметров(не микрон),где больше где меньше (2).из-за этого пришлось "убивать"протектор, днище(1), больше (по длине)посадочного места на корпусе на 2-3 миллиметра....я уверен что мастер был нормальный,но подобный разброс в размерах навивает определённые мысли....
Тут вывода может быть два. Отливку вынули раньше времени и она просто растянулась, тогда колеса должны иметь небольшой эллипс. Я с таким неоднократно сталкивался, если колеса имели небольшое сечение. Лечится кипятком. Или после виемки детали из формы, форме не дали "отдохнуть", т.е. вернуться в прежние размеры.
svinn95, просто внес сумятицу в эту тему. Ни литьевой силикон, ни литьевые смолы не дают такой усадки, что бы нужно было ее учитывать, а тем более обсуждать.
Тут вывода может быть два. Отливку вынули раньше времени и она просто растянулась, тогда колеса должны иметь небольшой эллипс.
Нет,колёса попадались равномерно больше...до 1.5 мм... "каким судом судите, таким будете судимы; и какою мерою мерите, такою и вам будут мерить …" Мф.7:1. «Любите врагов ваших, благословляйте проклинающих вас, благотворите ненавидящим вас и молитесь за обижающих вас и гонящих вас»










 Форма и отливка лошади в 35 масштабе Хвост и уши пролиты отдельно.Копия с Драгон.
Форма и отливка лошади в 35 масштабе Хвост и уши пролиты отдельно.Копия с Драгон.